Вернуться назад
Сварка трубопроводов: от подготовки кромок до контроля корневого шва
25:03:2026
Сварка трубопроводов: как правильно подготовить кромки, выбрать электрод для корневого шва и проконтролировать качество. Для монтажников и профессионалов.
Поделиться
Содержание (оглавление)
- Почему сварка труб — отдельная категория ответственности
- Подготовка кромок под разделку: типы и требования
- Выбор электрода для корневого слоя — основа всего
- Заполняющие и облицовочные слои: что меняется
- Предварительный подогрев и термическая обработка
- Контроль корневого шва: методы и критерии
- Заключение
1. Почему сварка труб — отдельная категория ответственности
Сварка трубопроводов — это не просто соединение двух деталей. Это работа, от которой зависит герметичность системы, безопасность людей и срок службы всей конструкции. Ошибка на любом этапе — от подготовки кромок до финишного контроля — может привести к аварии.
Главная особенность трубной сварки — корневой шов. Это первый проход, который формирует обратный валик и определяет, насколько надежным будет все соединение. Если корень сварен плохо — никакие последующие слои не исправят ситуацию.
В этой статье разберем пошагово: как подготовить кромки, какой электрод выбрать для корневого шва, как работать с заполняющими слоями и на что обратить внимание при контроле качества.
2. Подготовка кромок под разделку: типы и требования
Перед сваркой трубопровода необходимо правильно подготовить кромки. Тип разделки зависит от толщины стенки трубы и условий монтажа.
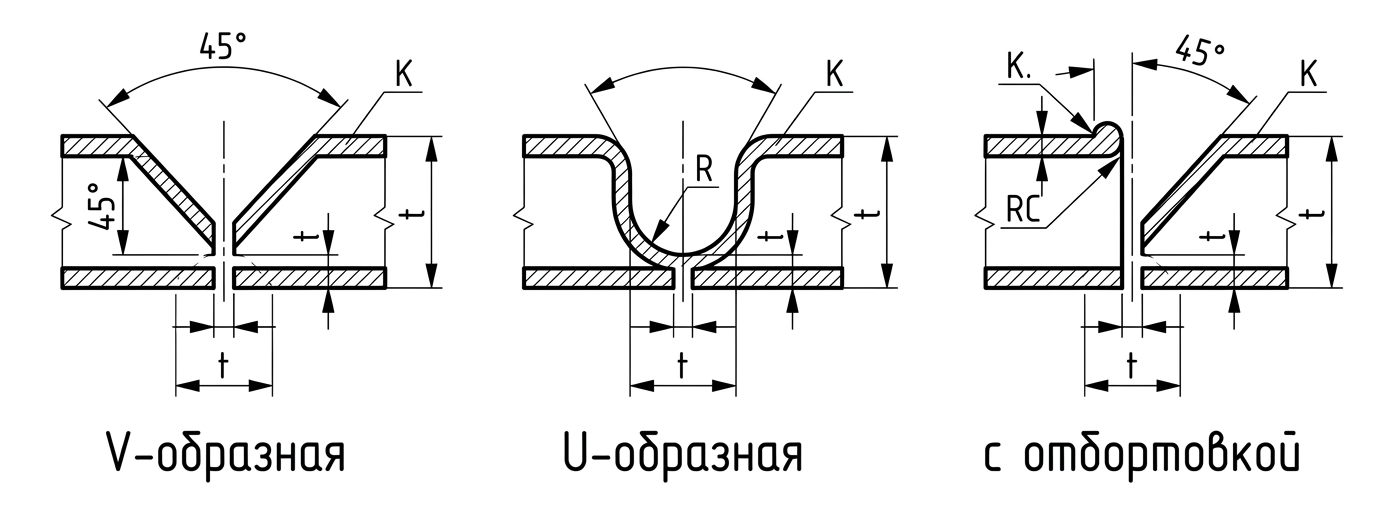
Основные типы разделки кромок:
- V-образная — для труб с толщиной стенки до 12–15 мм. Самый распространенный вариант.
- U-образная — для толстостенных труб (от 15 мм и выше). Требует меньше наплавленного металла, снижает риск дефектов.
- С отбортовкой — для тонкостенных труб (до 3–4 мм), часто используется при сварке нержавейки.
Что важно при подготовке:
- Зачистить кромки на 30–50 мм до чистого металла (удалить окалину, масло, краску).
- Выдержать заданный угол разделки (обычно 60–70° для V-образной).
- Притупить острую кромку (притупление 1–3 мм) — это предотвращает прожоги при сварке корневого шва.
- Обезжирить поверхность перед началом работ.
Даже качественный электрод не компенсирует грязные или неправильно разделанные кромки.
3. Выбор электрода для корневого слоя — основа всего
Корневой шов — самый ответственный. Он должен быть проварен насквозь, с формированием равномерного обратного валика. Для этой задачи подходят далеко не все электроды.
Для углеродистых трубопроводов
Здесь стандарт — электроды с основным покрытием. Они дают шов с высокой пластичностью, устойчивый к динамическим нагрузкам, и обеспечивают минимальное содержание водорода — критически важный фактор для предотвращения холодных трещин.
KOBELCO LB-52U — японский электрод, который давно стал отраслевым стандартом для магистральных трубопроводов. Его главные козыри: стабильная дуга даже при монтаже в сложных условиях, легкое зажигание и отличная отделимость шлака. О том, почему на этих электродах «стоит труба», мы подробно рассказывали в нашем материале.
УОНИИ 13/55 — проверенная классика для ответственных металлоконструкций и трубопроводов. Обеспечивает высокую ударную вязкость и стабильность механических свойств шва.
ESAB OK 53.70 — еще один представитель основного покрытия с низким содержанием водорода. Особенно хорошо зарекомендовал себя при сварке низколегированных сталей, чувствительных к образованию трещин.
Для нержавеющих труб
При сварке нержавеющих трубопроводов (например, из стали 12Х18Н10Т или AISI 304/316) главная опасность — потеря коррозионной стойкости и образование межкристаллитной коррозии.
Для корневого шва здесь чаще используют аргонодуговую сварку (TIG) с присадочным прутком. Это позволяет точно контролировать тепловвод и формировать аккуратный обратный валик. Если же работа выполняется электродами — выбирают легированные марки, например, ESAB OK 61.30, который устойчив к коррозии в агрессивных средах.
Для качественной аргонодуговой сварки важен не только присадочный материал, но и правильно настроенный инвертор как выбрать сварочный аппарат для начинающих мы уже разбирали.
4. Заполняющие и облицовочные слои: что меняется
После того как корневой шов выполнен, приступают к заполняющим слоям. Здесь требования несколько иные:
- Тепловвод — можно увеличивать, но без резких перепадов, чтобы не вызвать деформацию.
- Очистка между проходами — каждый слой перед нанесением следующего должен быть зачищен от шлака.
- Положение сварки — на трубопроводах часто приходится варить в нижнем, вертикальном и даже потолочном положении. Если вы только осваиваете вертикальные швы — наша подробная инструкция поможет избежать типичных ошибок.
Для заполняющих и облицовочных слоев можно использовать те же электроды, что и для корневого (если они универсальны), либо переходить на более производительные марки. Например, ESAB OK 46.00 с рутиловым покрытием — отличный вариант для заполняющих слоев на углеродистых сталях, особенно если сварка ведется в разных пространственных положениях.
5. Предварительный подогрев и термическая обработка
Для толстостенных труб и низколегированных сталей (09Г2С, хромомолибденовые) предварительный подогрев — не рекомендация, а обязательное условие.
Зачем нужен подогрев:
- снижает скорость охлаждения шва;
- предотвращает образование закалочных структур;
- уменьшает риск холодных трещин.
Типичные параметры:
- для сталей типа 09Г2С — подогрев до 100–150°C;
- для хромомолибденовых — до 200–250°C.
После завершения сварки для некоторых марок сталей требуется термическая обработка (отпуск) для снятия остаточных напряжений.
Здесь пригодится оборудование, о котором мы говорили в статье про хранение и сушку электродов — печи для прокалки и термопеналы, но в данном случае еще и средства контроля температуры подогрева.











6. Контроль корневого шва: методы и критерии
Корневой шов трубы сложно проверить визуально — особенно если это труба большого диаметра или труднодоступный участок. Поэтому используются специальные методы контроля.

Основные методы проверки корневого шва:
- Визуальный и измерительный — оценивается формирование обратного валика, отсутствие прожогов и непроваров.
- Капиллярный контроль — для выявления поверхностных трещин.
- Радиографический контроль (рентген) — самый надежный метод для трубопроводов. Позволяет увидеть внутренние дефекты: поры, непровары, включения.
- Ультразвуковой контроль — альтернатива рентгену, особенно на монтаже, где сложно организовать радиографию.
Если вы сомневаетесь в качестве своего шва или только начинаете осваивать трубную сварку — не стесняйтесь обращаться к нашим специалистам. Мы помогаем комплектовать проекты под ключ: от электродов до оборудования для контроля.
7. Заключение
Сварка трубопроводов — это системная работа, где важен каждый этап:
- Правильная подготовка кромок — чистота и геометрия.
- Грамотный выбор электрода для корневого шва — основа основ. *Почему LB-52U стал стандартом, мы разобрали в отдельной статье.*
- Соблюдение режимов подогрева и межслойной температуры — особенно для толстостенных труб.
- Контроль качества — от визуального до радиографического.
Следуя этим правилам, вы получите надежное соединение, которое выдержит давление, перепады температур и годы эксплуатации.







